Introdução detalhada ao britador cônico da série CH
1. Visão geral e aplicação do britador cônico da série CH
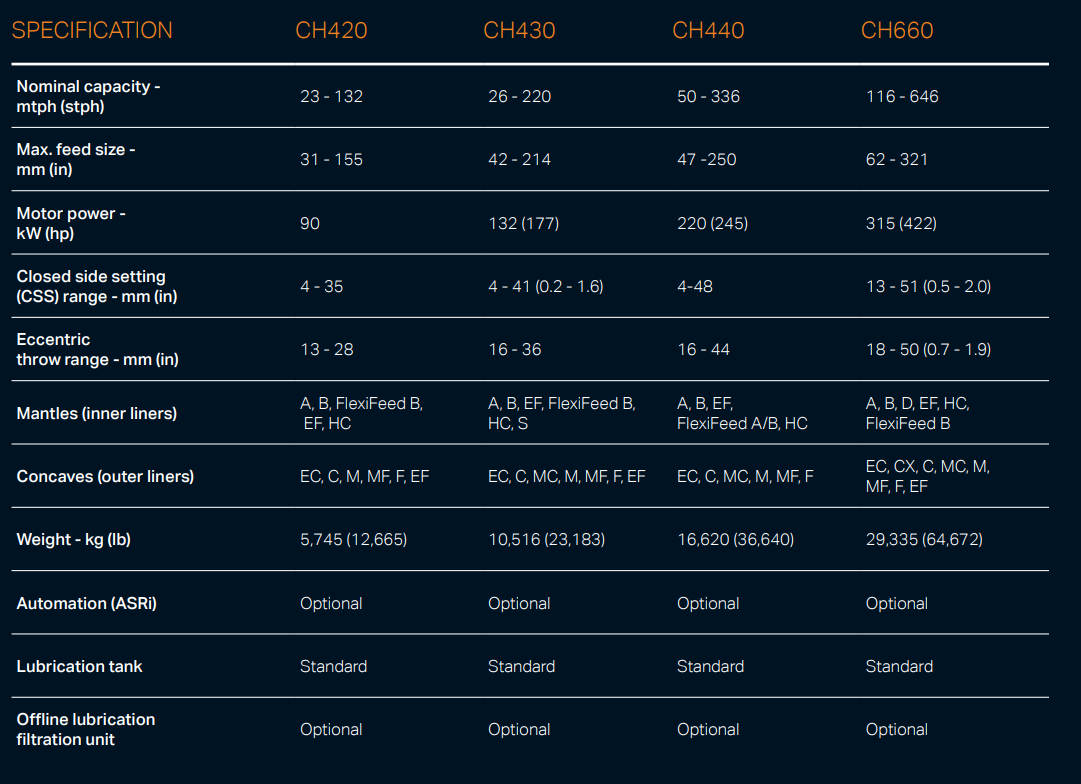
O britador cônico da série CH é um equipamento de britagem média a fina de alto desempenho, desenvolvido para materiais duros e abrasivos, amplamente utilizado nas indústrias de mineração, produção de agregados e metalurgia. Integra tecnologias avançadas, como projeto otimizado de cavidade, ajuste hidráulico e controle inteligente, apresentando alta eficiência de britagem (até 2.000 t/h), excelente cubicidade do produto (≥85%) e forte adaptabilidade a materiais como granito, basalto e minério.
Seu princípio de funcionamento baseia-se na britagem por laminação: o motor aciona a luva do eixo excêntrico para girar, fazendo com que o cone móvel oscile periodicamente. Os materiais são comprimidos, dobrados e impactados entre o cone móvel e o cone fixo, sendo gradualmente triturados em partículas uniformes e descarregados através da porta de descarga ajustável. A série inclui modelos como CH430, CH660 e CH890, abrangendo diferentes capacidades de processamento para atender às diversas necessidades de produção.
2. Composição e estrutura do britador cônico da série CH
O britador cônico da série CH consiste em conjuntos de núcleo com coordenação precisa, garantindo uma operação estável e eficiente:
2.1 Montagem do quadro principal
Estrutura superior: Estrutura cilíndrica de aço fundido (ZG270-500) com flange na parte superior para conexão da tremonha de alimentação. Sua parede interna é usinada para se adaptar ao revestimento cônico fixo, e nervuras de reforço radiais (espessura de 40 a 100 mm) aumentam a rigidez contra forças de esmagamento.
2.2 Conjunto de britagem
Cone Móvel: Composto por um corpo cônico forjado de 42CrMo e um revestimento de ferro fundido com alto teor de cromo (Cr20). O corpo cônico possui uma base esférica que se encaixa no rolamento esférico do eixo principal, permitindo um giro flexível. O revestimento é fixado por fundição em liga de zinco para garantir um contato firme, com uma espessura de camada resistente ao desgaste de 30 a 80 mm.
Cone Fixo (Côncavo): Um revestimento anular segmentado (3 a 6 segmentos) feito de Cr20 ou ZGMn13, montado na estrutura superior. O perfil da cavidade de cada segmento (ângulo de 18° a 25°) é otimizado para requisitos específicos de tamanho de partícula, com estruturas interligadas para evitar vazamento de material.
2.3 Sistema de transmissão e acionamento
Manga de eixo excêntrico: Uma luva de aço fundido (ZG35CrMo) com excentricidade de 10–30 mm, que aciona a oscilação do eixo principal. É equipada com uma grande engrenagem cônica (20CrMnTi, cementada e temperada) e montada sobre rolamentos esféricos de rolos.
2.4 Sistema Hidráulico e de Controle
Sistema de segurança: Proteção contra sobrecarga por meio de válvulas de alívio de pressão. Quando materiais não britáveis entram, os cilindros se retraem para expandir a porta de descarga, expelir corpos estranhos e reiniciar automaticamente.
2.5 Sistema de Lubrificação e Proteção contra Poeira
Lubrificação com óleo fino: Um sistema independente com bombas duplas, resfriadores e filtros, circulando óleo ISO VG 46 para rolamentos e engrenagens a 0,2–0,4 MPa, mantendo a temperatura <55°C.
Estrutura à prova de poeira: Vedações de labirinto + vedações de óleo + purga de ar (0,3–0,5 MPa) evitam a entrada de poeira, com opção de spray de água para ambientes com alto teor de poeira.
3. Processos de fundição para componentes-chave
Quadro 3.1 (ZG270-500/ZG35CrMo)
Criação de padrões: Padrões de resina impressos em 3D em escala real com tolerâncias de contração (1,2–1,5%), incluindo detalhes de nervuras e passagens de óleo.
ZG35CrMo: Ligado com Cr (0,8–1,2%) e Mo (0,2–0,3%), vazado a 1500–1540°C.
3.2 Luva de eixo excêntrico (ZG35CrMo)
3.3 Corpo de cone móvel (forjamento 42CrMo)
4. Processos de Usinagem
4.1 Usinagem de Estruturas
Usinagem de precisão: Retificação de superfícies de flanges até Ra1,6 μm, planicidade ≤0,1 mm/m. Perfuração/rosqueamento de furos para parafusos (M30–M60, classe 6H) com precisão posicional de ±0,1 mm.
4.2 Usinagem de luva de eixo excêntrico
Moagem: Diâmetro externo e furo retificados conforme IT6, Ra0,8 μm. Perpendicularidade da face de montagem da engrenagem ≤0,02 mm/100 mm.
4.3 Usinagem de cone móvel
5. Processos de Controle de Qualidade
6. Processo de instalação
Preparação da Fundação: Fundação de concreto (grau C30) com chumbadores embutidos, nivelamento ≤0,1 mm/m, curada por 28 dias.
Conexão do Sistema Hidráulico e de Lubrificação: Tubos lavados (limpeza do óleo NAS 8), mangueiras conectadas, pressão testada (1,5× pressão de trabalho).
O britador cônico da série CH, por meio de fabricação precisa e rigoroso controle de qualidade, oferece desempenho confiável em operações de britagem em larga escala, garantindo alta eficiência e qualidade do produto











