Introdução detalhada ao britador de areia VSI
1. Visão geral e aplicação do britador de areia VSI
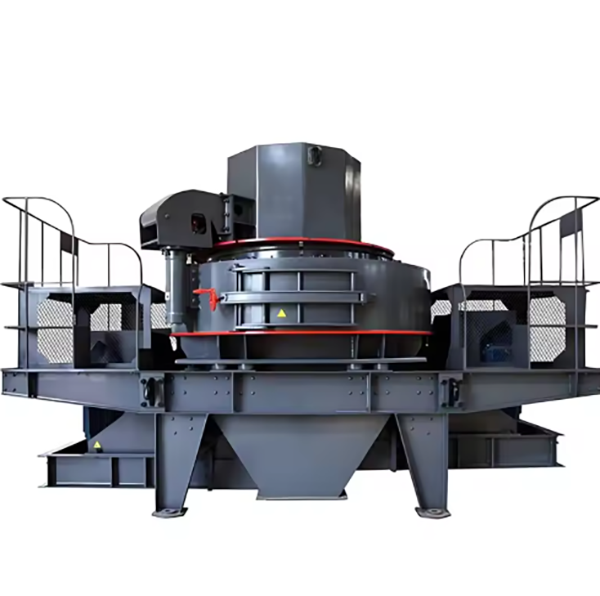
O britador de areia VSI (Impacto de Eixo Vertical) é um equipamento de alta eficiência projetado para a produção de areia artificial de alta qualidade e agregados para moldagem. Ele utiliza o princípio de britagem de impacto pedra sobre pedra ou pedra sobre ferro: os materiais são acelerados por um rotor rotativo de alta velocidade (velocidade de 2.800 a 3.500 rpm) e lançados contra o revestimento da câmara de britagem ou outros materiais, obtendo-se a britagem por impacto, fricção e cisalhamento.
Este britador é amplamente utilizado em projetos de construção, rodovias, ferrovias e conservação de água, sendo adequado para o processamento de materiais como granito, calcário, seixos de rio e minério. Produz areia com excelente formato de grão (alta cubicidade, baixo teor de partículas em forma de agulha ≤10%) e módulo de finura ajustável (2,6–3,0), atendendo aos padrões nacionais para areia de construção.
2. Composição e estrutura do britador de areia VSI
O britador de areia VSI consiste em componentes principais que trabalham em coordenação para garantir uma produção eficiente de areia:
2.1 Conjunto do Corpo Principal
Câmara de britagem: Uma cavidade cilíndrica revestida com placas resistentes ao desgaste (ferro fundido com alto teor de cromo Cr20). Existem dois tipos de câmaras: " pedra sobre pedra" (para materiais duros) com um revestimento em forma de vórtice, e " pedra sobre ferron" (para materiais semiduros) com uma 反击板 (placa de impacto).
2.2 Conjunto do rotor
2.3 Sistema de Alimentação e Distribuição
Distribuidor de materiais: Um componente em forma de cone dentro da tampa superior, distribuindo materiais em duas partes: uma parte entra no rotor para aceleração, e a outra cai na câmara de britagem para britagem "pedra sobre pedra".
2.4 Sistema de acionamento
Polia/Acoplamento: Para acionamento por correia em V, uma polia grande no eixo principal e uma polia pequena no motor garantem uma relação de transmissão de 1:1,2–1:1,5. Acoplamentos (por exemplo, acoplamento de pino elástico) são usados para acionamento direto para reduzir a perda de energia.
2.5 Sistema de Lubrificação e Refrigeração
3. Processos de fabricação do britador de areia VSI
3.1 Disco Rotor (Forjamento 42CrMo)
3.2 Cabeças de Arremesso (Ferro Fundido com Alto Cromo Cr20–25)
Criação de padrões:Os padrões de espuma são feitos com uma tolerância de contração de 1,5–2,0%, considerando o formato complexo das cabeças de lançamento.
As matérias-primas são derretidas em um forno de indução a 1450–1500°C, com cromo e molibdênio adicionados para atingir a composição química (C 3,0–3,5%, Cr 20–25%).
3.3 Eixo principal (forjamento 40CrNiMoA)
4. Processos de Processamento
4.1 Usinagem de disco de rotor
4.2 Usinagem do eixo principal
Girando: O torno CNC processa o círculo externo, os degraus e as ranhuras, deixando uma margem de retificação de 0,3–0,5 mm.
Moagem: As superfícies dos mancais são retificadas de acordo com a tolerância IT5 e rugosidade superficial Ra0,4 μm, garantindo coaxialidade ≤0,01 mm.
4.3 Revestimento da câmara de britagem (ferro fundido com alto teor de cromo)
4.4 Usinagem de Estruturas e Tampas
5. Processos de Controle de Qualidade
A máquina de medição de coordenadas (CMM) inspeciona as principais dimensões: desvio do disco do rotor ≤0,05 mm, tolerância do diâmetro do munhão do eixo principal ±0,01 mm.
6. Processo de instalação
Preparação da Fundação: Fundação de concreto (grau C30) com chumbadores embutidos, nivelamento ≤ 0,1 mm/m, curada por 28 dias. Uma manta isolante de vibração (5–10 mm de espessura) é colocada sobre a fundação para reduzir a transmissão de ruído e vibração.
O britador de areia VSI, por meio de fabricação precisa, controle de qualidade rigoroso e instalação padronizada, garante a produção eficiente de areia artificial de alta qualidade, atendendo às demandas de projetos de construção modernos