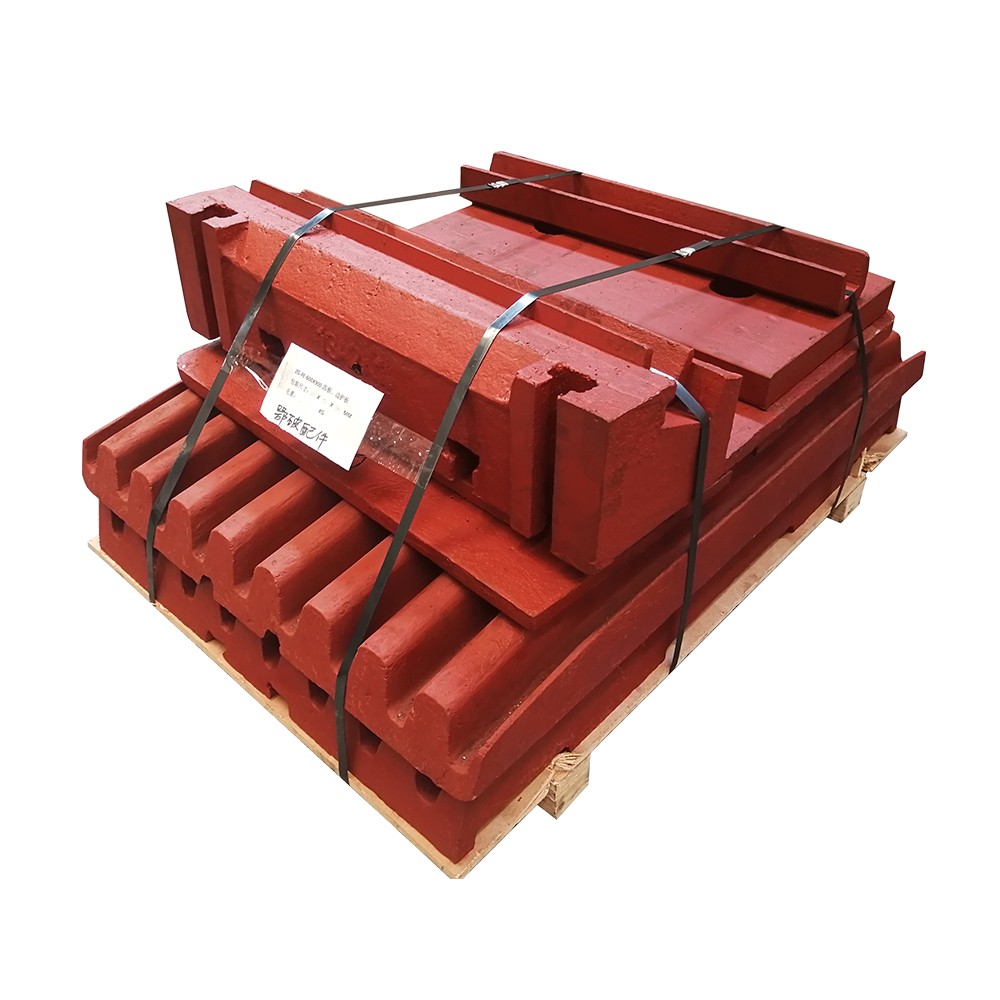
A placa de mandíbula fixa é um componente estacionário resistente ao desgaste que forma um lado da câmara de britagem em britadores de mandíbula. Montada em frente à placa de mandíbula oscilante na parte frontal da estrutura, ela serve como superfície de trabalho fixa para a britagem do material. Durante a operação, a placa de mandíbula fixa permanece estacionária enquanto coopera com a placa de mandíbula oscilante reciprocante para formar um espaço de britagem que se abre e fecha periodicamente, quebrando os materiais no tamanho desejado por meio de extrusão e divisão. Sua estabilidade estrutural e resistência ao desgaste afetam diretamente a eficiência da britagem, a uniformidade do tamanho do produto e os custos operacionais do equipamento.
O design da placa de mandíbula fixa equilibra resistência ao desgaste, facilidade de instalação e encaixe na estrutura. Seus principais componentes e características estruturais são os seguintes:
Corpo principal
Estrutura de chapa espessa, com espessura típica de 50 a 150 mm para britadores de pequeno a médio porte e de 200 a 300 mm para máquinas de grande porte. É feita principalmente de aço com alto teor de manganês (ZGMn13) para condições de alto impacto, enquanto ferro fundido com alto teor de cromo (Cr26-30) pode ser usado para cenários de baixo impacto. A superfície frontal atua como a superfície de britagem e a superfície traseira é a face de montagem que se encaixa na estrutura. O formato geral pode ser " reto" ou " curvo" (os designs curvos otimizam o perfil da câmara de britagem para reduzir o bloqueio de material).
Superfície de trabalho dentada
A superfície de contato com o material apresenta dentes dispostos regularmente, geralmente triangulares ou trapezoidais, com alturas de 8 a 30 mm (ajustadas à dureza do material) e passos de 20 a 60 mm, e ângulos de ápice de 60° a 90°. Os dentes são frequentemente dispostos simetricamente ou escalonados verticalmente. Projetos simétricos permitem a reversão após o desgaste de uma das extremidades, prolongando a vida útil em mais de 50%. O padrão dentado melhora a aderência do material, evitando deslizamentos e melhorando a eficiência da trituração.
Estrutura de montagem
A placa de mandíbula fixa é fixada à estrutura por meio de parafusos ou blocos de cunha, de modo que a superfície traseira inclui:
Furos para parafusos/rebaixados: Distribuído uniformemente ao longo do comprimento da placa, com diâmetros 1–2 mm maiores que os parafusos para permitir um ajuste fino da posição durante a instalação.
Localizando torneiras/saliências: Encaixe com ranhuras na estrutura para limitar o deslocamento lateral, garantindo precisão posicional em relação à placa da mandíbula oscilante.
Slots para redução de peso (placas grandes): Ranhuras retangulares ou circulares em áreas não estruturais reduzem o peso sem comprometer a resistência estrutural.
Reforços de Borda
As bordas superior e inferior são normalmente mais espessas (5 a 10 mm mais espessas que a seção central) para aumentar a resistência ao impacto, evitando lascas nas bordas devido a impactos laterais do material. Algumas placas de mandíbula fixa possuem uma proteção na porta de descarga na parte inferior para guiar o material triturado e garantir uma descarga suave.
A placa de mandíbula fixa suporta impactos e atritos severos, exigindo processos de fundição que garantam a uniformidade do material e a tenacidade ao impacto. O processo específico é o seguinte:
Preparação do molde
Utiliza-se fundição em areia de resina (placas pequenas a médias) ou fundição em areia de silicato de sódio (placas grandes). Moldes de madeira ou espuma são fabricados a partir de desenhos 3D, reproduzindo com precisão dentes, furos de parafusos e superfícies de montagem, com uma margem de usinagem de 5 a 8 mm (aço com alto teor de manganês tem uma taxa de retração de ~2%).
As áreas dentadas utilizam núcleos de areia dividida "" ou "moldagem integral" para garantir a precisão das pontas e raízes dos dentes (desvio da altura do dente ≤ 0,5 mm). Os moldes da superfície de montagem são acabados para garantir um erro de planicidade de fundição ≤ 2 mm/m.
Derretendo e Derramando
Fusão de aço com alto teor de manganês: ferro-gusa e sucata de aço com baixo teor de fósforo (P ≤ 0,07%) e baixo teor de enxofre (S ≤ 0,05%) são fundidos em um forno de frequência intermediária a 1500–1550 °C. A composição química é controlada (C: 1,0–1,4%, Mn: 11–14%, Si: 0,3–0,8%) para garantir uma relação Mn/C ≥ 10 (crítica para a estrutura austenítica).
Desoxidação: Ferrosilício (0,5–1,0%) e blocos de alumínio (0,1–0,2%) são adicionados para desoxidação final, reduzindo o conteúdo de oxigênio para ≤ 0,005% para evitar porosidade.
Vazamento: Utiliza-se um sistema de vazamento pelo fundo, com temperatura de 1400–1450 °C. Grandes placas de mandíbula fixa são vazadas em 2 a 3 etapas (com intervalo de 30 a 60 segundos para evitar fechamento a frio), com duração de 3 a 10 minutos, dependendo do peso, garantindo o enchimento completo.
Shakeout e recozimento de solução
A peça fundida é desmoldada após o resfriamento a menos de 200 °C. Os tubos de elevação são removidos por corte a maçarico e as marcas de ponto de injeção são retificadas niveladas. A areia superficial e a rebarba são limpas.
Recozimento em solução (etapa crítica): A peça fundida é aquecida lentamente a 1050–1100 °C (taxa de aquecimento ≤ 100 °C/h para evitar rachaduras) e mantida por 2–4 horas (garantindo a dissolução completa do carboneto em austenita). Em seguida, é rapidamente resfriada em água (temperatura da água ≤ 30 °C, taxa de resfriamento ≥ 50 °C/s) para formar uma única estrutura austenítica com dureza ≤ 230 HBW e energia de impacto ≥ 180 J (-40 °C).
A usinagem garante a precisão da superfície de trabalho e o encaixe da montagem, evitando folgas irregulares na câmara de britagem devido a desvios dimensionais. O processo específico é o seguinte:
Usinagem de desbaste
Usando a superfície de montagem fundida como referência, a superfície de trabalho (excluindo os dentes) é desbastada em uma fresadora de pórtico, deixando uma margem de acabamento de 2 a 3 mm. O erro de planicidade é controlado para ≤ 1 mm/m e o paralelismo com a superfície de montagem para ≤ 0,5 mm/m.
Os furos dos parafusos são perfurados em uma furadeira conforme as especificações do desenho, com tolerância de diâmetro de ± 0,5 mm e profundidade 2–3 mm maior que o comprimento do parafuso para garantir o engate total da rosca.
Usinagem de dentes
Uma fresa de conformação dedicada é utilizada em uma fresadora de pórtico CNC para usinar os dentes, garantindo tolerância de altura/passo do dente de ± 0,5 mm e rugosidade superficial Ra ≤ 6,3 μm. Para dentes simétricos, desvio de simetria ≤ 0,3 mm (para permitir a reversão).
Filetagem da raiz do dente: um cortador de raio apara as raízes (R = 2–5 mm) para evitar concentração de estresse e fratura da raiz do dente.
Acabamento da superfície de montagem
A superfície de montagem é fresada com acabamento Ra ≤ 12,5 μm, planicidade ≤ 0,5 mm/m e perpendicularidade à superfície de trabalho ≤ 0,1 mm/100 mm (verificada com um relógio comparador).
Os espigões de localização são fresados para se encaixarem na estrutura, com tolerância de largura de ± 0,2 mm e tolerância de profundidade de ± 0,1 mm, garantindo ≥ 85% de contato com a estrutura (folga ≤ 0,1 mm via calibrador de folga).
Tratamento de superfície
Controle de Desempenho de Materiais
Inspeção da composição química: Um espectrômetro de leitura direta analisa C, Mn, etc., garantindo a conformidade com os padrões ZGMn13 (Mn: 11–14%, C: 1,0–1,4%).
Teste de propriedades mecânicas: As amostras são submetidas a testes de impacto (energia de impacto em baixa temperatura de -40°C ≥ 120 J) e medição de dureza (≤ 230 HBW após recozimento da solução).
Inspeção metalográfica: A análise da microestrutura confirma uma única fase austenítica (sem carbonetos de rede, que reduzem a tenacidade).
Controle de Qualidade de Fundição
Inspeção visual de defeitos: 100% das verificações visuais excluem trincas, cavidades de retração ou falhas de funcionamento. O teste de partículas magnéticas (MT) nos dentes garante a ausência de trincas superficiais ou fechamento a frio.
Inspeção interna de qualidade: Testes ultrassônicos (UT) em placas grandes proíbem poros ou inclusões ≥ φ3 mm em áreas críticas (raízes de dentes, furos de parafusos).
Controle de Precisão de Usinagem
Inspeção de tolerância dimensional: A conformidade do perfil do dente é verificada com gabaritos. Uma máquina de medição por coordenadas verifica a tolerância da posição do furo do parafuso (± 0,2 mm).
Inspeção de tolerância geométrica: um nível a laser verifica a planura da superfície de trabalho. Um esquadro verifica a perpendicularidade entre as superfícies de montagem e de trabalho.
Verificação de montagem
Teste de encaixe: a placa de mandíbula fixa é montada na estrutura para verificar o aperto (a pré-carga do parafuso atende às especificações) sem folga quando agitada manualmente.
Teste de esmagamento: a britagem com carga nominal de 8 horas de materiais padrão (por exemplo, granito) verifica o desgaste dos dentes (≤ 0,5 mm), a ausência de rachaduras/deformações e o desvio do tamanho do produto ≤ 5%.
Por meio desses processos, a placa de mandíbula fixa mantém a resistência ao desgaste sob condições de alto impacto, com uma vida útil de 4 a 8 meses (ajustada à dureza do material). Inspeções de rotina do desgaste dos dentes e reversão/substituição oportuna garantem eficiência de britagem consistente.
1. Tipo de placa dentária
A estrutura transversal da placa dentada do britador de mandíbulas possui dois tipos: uma superfície lisa e uma superfície treliçada. Esta última é dividida em uma superfície triangular e uma trapezoidal. Para garantir o tamanho e a forma do produto, geralmente são utilizadas placas dentadas triangulares ou trapezoidais.

2. O material da placa dentária
As placas dentadas utilizadas nos britadores de mandíbula existentes geralmente utilizam manganês 13ZGMn13, que se caracteriza pelo endurecimento da superfície sob carga de impacto. O manganês 13ZGMn13 pode formar uma superfície dura e resistente ao desgaste, mantendo o metal original de sua camada interna. Devido à sua tenacidade, é um tipo de material resistente ao desgaste comumente utilizado em britadores.
3. Plano de modificação da placa dentária
Na transformação, as partes funcionais do britador são a placa dentada fixa e a placa dentada móvel. A placa dentada móvel é fixada na mandíbula móvel, e suas principais peças de desgaste concentram-se principalmente no meio. Na transformação, a placa dentada móvel não foi modificada, principalmente a placa dentada fixa. Após a modificação da placa dentada fixa, como a placa dentada fixa está conectada ao corpo da estrutura, o peso da placa dentada fixa aumenta e não há impacto adverso no funcionamento de todo o britador.
4. A vida da placa dentária
A placa dentária suporta grande impacto e força de compressão, o que a torna extremamente desgastada. Para prolongar sua vida útil, ela pode ser estudada sob dois aspectos: primeiro, encontrar materiais de alta resistência ao desgaste a partir do material; segundo, determinar razoavelmente o projeto estrutural e as dimensões geométricas da placa dentária.