A estrutura do britador cônico, como componente estrutural fundamental do britador, serve como a "espinha dorsal" com funções essenciais, incluindo suporte estrutural geral (suportando o peso de todos os componentes e forças de britagem de até milhares de toneladas), transmissão de força (distribuindo cargas para a fundação), posicionamento dos componentes (fornecendo superfícies de montagem precisas) e invólucro de proteção (abrigando os componentes internos). Requer alta rigidez, resistência e estabilidade dimensional para suportar cargas pesadas de longo prazo e impactos dinâmicos.
Estruturalmente, é uma estrutura grande, resistente, fundida ou soldada, composta pelo corpo da estrutura (aço fundido de alta resistência ZG35CrMo ou aço de baixa liga soldado Q355B com paredes de 80–200 mm de espessura), caixa de mancal, câmara de bucha excêntrica, flanges de montagem (flanges de base e superiores), nervuras de reforço (30–80 mm de espessura), canais de lubrificação e resfriamento e portas de inspeção e acesso.
Para estruturas grandes e complexas, o processo de fundição envolve a seleção do material, a modelagem (com tolerâncias de contração de 1,5 a 2,5%), a moldagem (com areia aglomerada com resina), a fusão e o vazamento (temperatura e vazão controladas) e o resfriamento e o tratamento térmico (normalização e revenimento). O processo de usinagem e fabricação inclui a usinagem de desbaste, usinagem da caixa e da câmara do mancal, usinagem de flanges e superfícies de montagem, usinagem da nervura de reforço e da superfície externa e tratamento de superfície.
Os processos de controle de qualidade abrangem testes de materiais (composição química, testes de tração e impacto), inspeção dimensional (usando CMM e escaneamento a laser), testes não destrutivos (UT e MPT), testes mecânicos (dureza e testes de carga) e testes de montagem e funcionamento. Esses processos garantem que a estrutura ofereça estabilidade, confiabilidade e longa vida útil ao britador em aplicações pesadas.
Introdução detalhada ao componente da estrutura do britador cônico
1. Função e papel do quadro
A estrutura do britador cônico (também chamada de estrutura principal ou estrutura de base) é o componente estrutural fundamental que suporta todas as partes internas e externas do britador, servindo como a espinha dorsal de toda a máquina. Suas principais funções incluem:
Suporte Estrutural Geral: Suporta o peso de todos os componentes (bucha excêntrica, cone móvel, cuba, motor, etc.) e as forças de esmagamento geradas durante a operação (até milhares de toneladas), garantindo uma operação estável.
Transmissão de Força: Distribuir as cargas verticais e horizontais do processo de britagem para a fundação, reduzindo a vibração e o ruído.
Posicionamento de componentes: Fornecendo superfícies de montagem precisas e recursos de localização para bucha excêntrica, rolamento do eixo principal, cuba e outras peças importantes, garantindo suas posições relativas corretas.
Invólucro de proteção: Abriga componentes internos, como o conjunto excêntrico e as engrenagens, evitando a entrada de poeira, água e detritos e protegendo os operadores das peças móveis.
Dada sua função crítica, a estrutura deve apresentar alta rigidez, resistência e estabilidade dimensional para suportar cargas pesadas e impactos dinâmicos de longo prazo.
2. Composição e Estrutura do Quadro
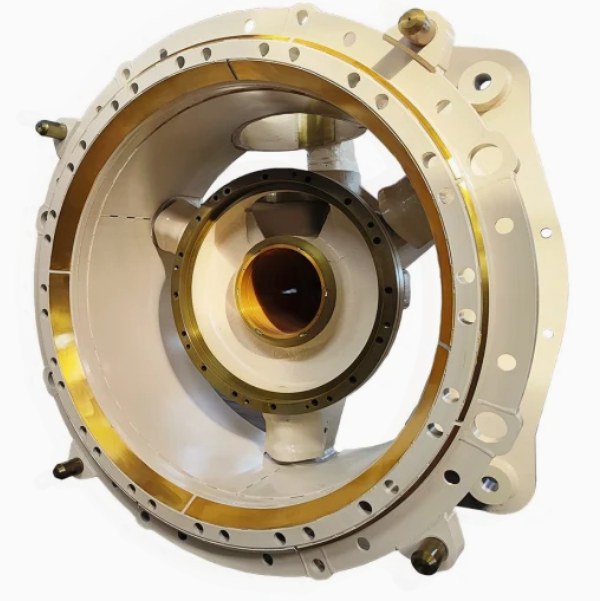
A estrutura do britador cônico é normalmente uma estrutura grande, resistente, fundida ou soldada, com um formato complexo, composta pelos seguintes componentes principais e detalhes estruturais:
Corpo do quadro: A estrutura principal, geralmente uma caixa oca ou formato cilíndrico com uma parede espessa (80–200 mm), feita de aço fundido de alta resistência (por exemplo, ZG35CrMo) ou chapas de aço de baixa liga soldadas (por exemplo, Q355B).
Caixa de mancal: Um recesso cilíndrico na parte inferior ou superior da estrutura para acomodar o rolamento do eixo principal, com uma superfície interna usinada com precisão (tolerância IT6) para garantir o encaixe adequado do rolamento.
Câmara de bucha excêntrica: Uma cavidade circular no meio do quadro onde a bucha excêntrica é instalada, com uma superfície interna usinada e ranhuras de óleo para lubrificação.
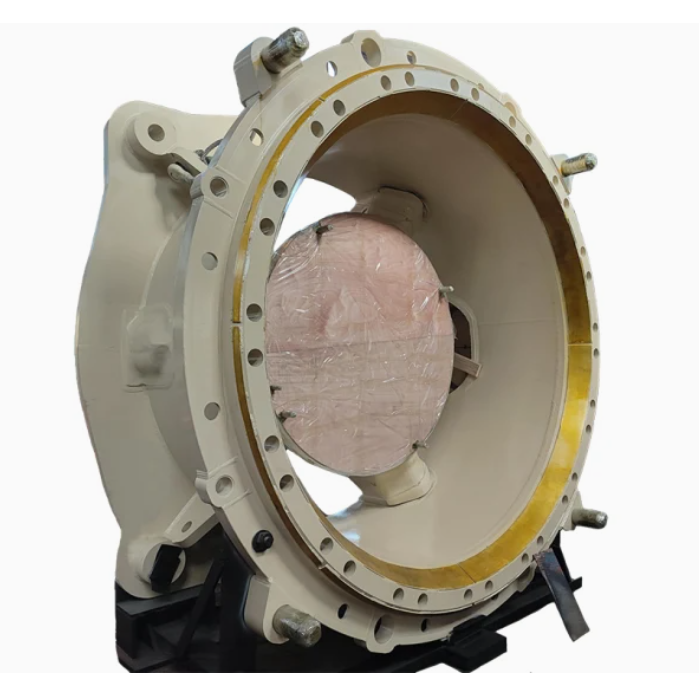
Flanges de montagem:
Flange de base: Um flange grande na parte inferior com furos para parafusos para fixar a estrutura à fundação, garantindo estabilidade.
Flange superior: Um flange na parte superior para conectar com a tigela ou anel de ajuste, geralmente com pinos-guia ou ranhuras para alinhamento.
Costelas de reforço: Nervuras internas e externas (30–80 mm de espessura) dispostas radialmente ou axialmente para aumentar a rigidez da estrutura e reduzir a deformação sob carga.
Canais de Lubrificação e Resfriamento: Furos perfurados ou passagens fundidas para fornecer óleo lubrificante aos rolamentos e componentes excêntricos, e para circular água de resfriamento em algumas estruturas grandes.
Portas de Inspeção e Acesso: Painéis ou portas removíveis para manutenção e inspeção de componentes internos.
3. Processo de fundição da estrutura
Para projetos de estruturas grandes e complexas, a fundição em areia é o método de fabricação preferido:
Seleção de materiais:
O aço fundido de alta resistência (ZG35CrMo) é escolhido por suas excelentes propriedades mecânicas, incluindo resistência à tração (≥700 MPa), tenacidade ao impacto (≥35 J/cm²) e boa fundibilidade.
Criação de padrões:
Um molde em escala real é feito de madeira, espuma ou resina, replicando o formato externo, as cavidades internas, as nervuras, os flanges e outras características da estrutura. Margens de contração (1,5% a 2,5%) são adicionadas com base no material e no tamanho da peça.
O padrão é reforçado para evitar deformação durante a moldagem, e os núcleos são projetados para formar cavidades e canais internos.
Moldagem:
Um molde de areia é preparado com areia aglomerada com resina, com o padrão inserido no molde. Machos são inseridos para formar a estrutura interna, garantindo espessura de parede precisa e relações dimensionais entre as características.
O molde é revestido com uma camada refratária para melhorar o acabamento da superfície e evitar a penetração de metal na areia.
Derretendo e Derramando:
O aço fundido é derretido em um forno elétrico a arco a 1520–1560°C, com controle rigoroso da composição química (C: 0,32–0,40%, Cr: 0,8–1,1%, Mo: 0,15–0,25%).
O vazamento é feito a 1480–1520°C com vazão controlada para garantir o preenchimento completo da cavidade do molde sem turbulência, o que poderia causar defeitos.
Resfriamento e tratamento térmico:
A peça fundida é resfriada lentamente no molde por 72 a 120 horas para reduzir o estresse térmico e, em seguida, removida e limpa por jateamento de granalha.
O tratamento térmico inclui normalização (850–900 °C, resfriado a ar) para refinar a estrutura do grão e revenimento (600–650 °C) para reduzir a dureza para 180–230 HBW, melhorando a usinabilidade.
4. Processo de Usinagem e Fabricação
Usinagem de desbaste:
A estrutura fundida é montada em uma grande fresadora CNC ou fresadora de pórtico para usinar o flange da base, o flange superior e as superfícies de referência externas, deixando uma margem de acabamento de 5 a 10 mm.
Usinagem de alojamentos e câmaras de rolamentos:
O alojamento do mancal e a câmara da bucha excêntrica são desbastados, depois acabados e brunidos para atingir alta precisão dimensional (tolerância IT6) e rugosidade da superfície (Ra0,8–1,6 μm).
As ranhuras de óleo são usinadas na carcaça e na câmara do mancal usando uma fresadora CNC.
Usinagem de flanges e superfícies de montagem:
Os flanges da base e superiores são usinados para garantir planura (≤0,05 mm/m) e perpendicularidade ao eixo da estrutura (≤0,1 mm/100 mm).
Os furos dos parafusos são perfurados e rosqueados em posições precisas (tolerância de ±0,1 mm) usando uma furadeira CNC.
Usinagem de nervuras de reforço e superfícies externas:
As nervuras externas são usinadas para remover defeitos de fundição e garantir dimensões uniformes.
A superfície externa é usinada para melhorar a aparência e facilitar a pintura.
Tratamento de superfície:
A estrutura é pintada com primer antiferrugem e acabamento para resistir à corrosão.
As superfícies de montagem usinadas e os encaixes dos rolamentos são protegidos com óleo ou graxa antiferrugem.
5. Processos de Controle de Qualidade
Teste de materiais:
A análise da composição química é realizada para garantir a conformidade com os padrões de materiais especificados.
Testes de tração e impacto são conduzidos em amostras de teste para verificar propriedades mecânicas.
Inspeção dimensional:
Uma máquina de medição de coordenadas (CMM) é usada para verificar dimensões críticas, incluindo o diâmetro do alojamento do rolamento, a planicidade do flange e as posições dos furos.
A digitalização a laser é empregada para verificar a forma geral e as dimensões em relação ao modelo 3D.
Ensaios Não Destrutivos (END):
O teste ultrassônico (UT) é usado para detectar defeitos internos, como rachaduras e encolhimento no corpo da estrutura e nas nervuras.
O teste de partículas magnéticas (MPT) é realizado em áreas superficiais e próximas à superfície, especialmente ao redor de furos de parafusos e pontos de concentração de tensão.
Testes mecânicos:
Os testes de dureza são feitos para garantir que a estrutura atenda à faixa de dureza necessária (180–230 HBW).
Testes de carga podem ser realizados para verificar a capacidade da estrutura de suportar cargas de projeto sem deformação excessiva.
Montagem e Testes Funcionais:
O quadro é montado de teste com componentes-chave, como a bucha excêntrica e o eixo principal, para garantir ajuste e alinhamento adequados.
Testes de vibração são realizados para verificar se há vibração excessiva durante a operação simulada.
Por meio desses rigorosos processos de fabricação e controle de qualidade, a estrutura do britador cônico garante a estabilidade, a confiabilidade e a longa vida útil de todo o britador, tornando-o adequado para aplicações de britagem pesadas nas indústrias de mineração, construção e agregados.