Introdução detalhada ao britador de impacto
1. Visão geral e aplicação do britador de impacto
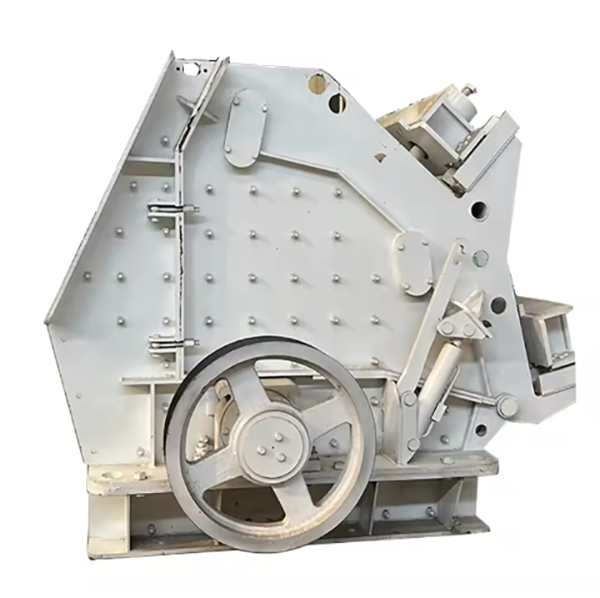
O britador de impacto é um equipamento de britagem de alta eficiência que tritura materiais por meio de impacto e rebote de alta velocidade. Seu princípio de funcionamento é o seguinte: o motor aciona o rotor para girar em alta velocidade (1000–2000 rpm), e os martelos de impacto instalados no rotor atingem os materiais que entram na câmara de britagem. Os materiais são britados por impacto, reboteiam para a placa de impacto para britagem secundária e, finalmente, são descarregados através do vão entre a placa de impacto e o rotor ao atingir o tamanho de partícula desejado.
É adequado para britar materiais semiduros e quebradiços com resistência à compressão ≤300 MPa, como calcário, concreto, asfalto, carvão e minério. Devido às suas vantagens de estrutura simples, alta taxa de britagem (até 50:1) e bom formato das partículas do produto, é amplamente utilizado nas indústrias de construção, mineração, construção de estradas e reciclagem.
2. Composição e estrutura do britador de impacto
O britador de impacto é composto principalmente pelos seguintes componentes principais, que trabalham juntos para completar o processo de britagem:
2.1 Montagem do quadro
Estrutura superior: Estrutura soldada feita de chapas de aço Q355B (espessura de 10 a 20 mm), que formam a câmara de alimentação e britagem. Equipada com funil de alimentação e dispositivos de ajuste de placa de impacto, com nervuras de reforço (espessura de 8 a 15 mm) para resistir às forças de impacto.
2.2 Conjunto do rotor
Martelos de Impacto: Peças de trabalho principais feitas de ferro fundido com alto teor de cromo (Cr15–20) ou aço-liga (40CrNiMo). Elas são articuladas nas hastes do martelo e podem girar livremente, pesando de 2 a 20 kg, dependendo do modelo. A cabeça do martelo é projetada com um formato afiado ou rombudo, de acordo com as características do material.
2.3 Conjunto de placa de impacto
Placas de Impacto: Placas resistentes ao desgaste feitas de aço com alto teor de manganês (ZGMn13) ou ferro fundido com alto teor de cromo, com espessura de 20 a 40 mm. São instaladas na estrutura superior e formam uma cavidade de britagem com o rotor. O número de placas de impacto varia de 1 a 3, dependendo da etapa de britagem (primária ou secundária).
2.4 Sistema de acionamento
2.5 Dispositivos de segurança e auxiliares
3. Processos de fundição para componentes-chave
3.1 Martelos de Impacto (Ferro Fundido com Alto Cromo Cr15–20)
Criação de padrões:Os padrões de areia ou espuma são feitos de acordo com o formato do martelo, com uma tolerância de contração de 1,5–2,0%.
As matérias-primas são derretidas em um forno de indução a 1450–1500°C, com cromo e outras ligas adicionadas para atingir a composição química (C 2,8–3,5%, Cr 15–20%).
3.2 Disco do rotor (aço fundido ZG310-570)
3.3 Eixo principal (forjamento de 40Cr)
4. Processos de Usinagem
4.1 Usinagem de disco de rotor
Usinagem de precisão: Retificação da face final até planicidade ≤0,1 mm/m e rugosidade superficial Ra3,2 μm. Perfuração e alargamento dos furos do eixo do martelo para garantir a precisão dimensional (tolerância H7).
4.2 Usinagem do eixo principal
Girando: O torno CNC processa o círculo externo, os degraus e as ranhuras, deixando uma margem de retificação de 0,3–0,5 mm.
Moagem: Retificação das superfícies do mancal até a tolerância IT6 e rugosidade superficial Ra0,8 μm, garantindo coaxialidade ≤0,02 mm.
4.3 Usinagem de placas de impacto
Moagem: A superfície de trabalho é retificada com planicidade ≤0,2 mm/m e rugosidade superficial Ra6,3 μm, com bordas rebarbadas para evitar bloqueio de material.
4.4 Usinagem de Estruturas
Fresamento e furação: A fresadora CNC processa as superfícies de montagem de placas de impacto e rolamentos, garantindo planicidade ≤ 0,15 mm/m. Perfuração e rosqueamento dos furos dos parafusos (M16–M30) com tolerância de rosca 6H.
5. Processos de Controle de Qualidade
6. Processo de instalação
Por meio de rigorosos processos de fabricação, controle de qualidade e instalação padronizada, os britadores de impacto podem atingir uma operação eficiente e estável, atendendo às necessidades de britagem de vários setores para materiais médios-duros e quebradiços.