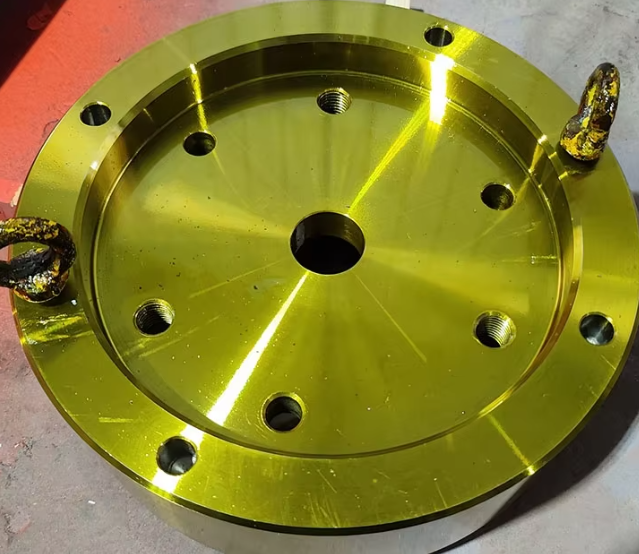
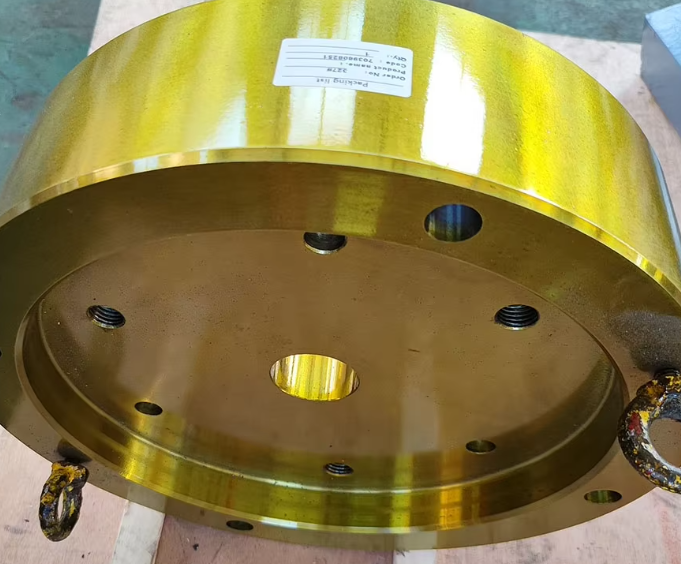
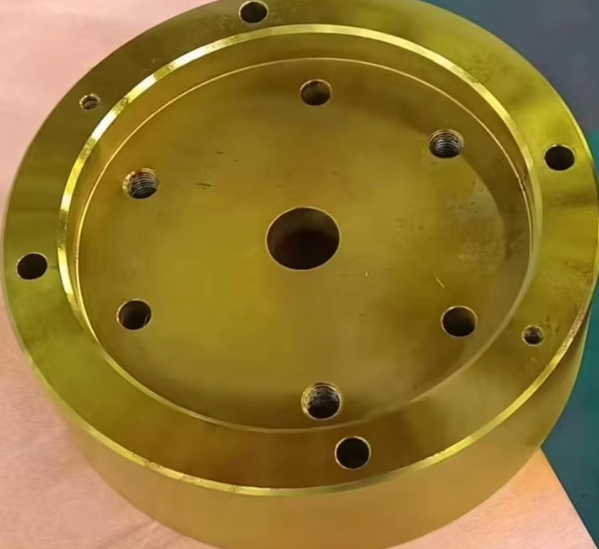
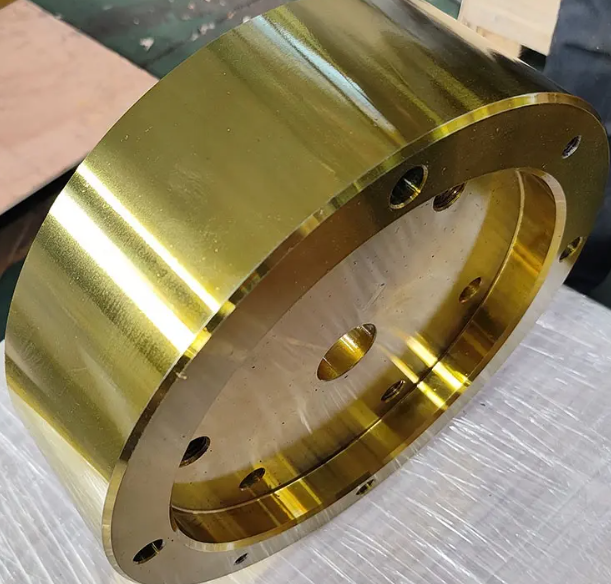
1. O que é um soquete de britador de cone hidráulico multicilindro?
O soquete do britador de cone HP é instalado na parte superior da luva excêntrica do britador de cone e é chamado de estrutura superior do eixo da tigela.
2. O papel do soquete do britador de cone hidráulico multicilindro
a. Fixe o ladrilho da tigela através da parte superior do soquete do britador cônico da série HP
b. O rolamento em forma de tigela suporta a parte de esmagamento.
c. Ajuste o problema de velocidade da máquina de cone ajustando a espessura da junta da estrutura superior do eixo do recipiente.
3. Precauções para o uso do soquete do britador de cone hidráulico multicilindro
a. Em áreas quentes, o resfriamento a água e o resfriamento a ar com estrutura superior do eixo do recipiente são mais adequados durante a instalação.
b. O resfriamento a ar é mais adequado para britadores cônicos instalados em áreas frias.
c. Faça julgamentos de substituição com base no grau de desgaste do ladrilho em forma de tigela para evitar danos à estrutura superior do eixo da tigela.

O suporte de ladrilho em forma de tigela do britador de cone é um componente importante no britador de cone. A seguir está uma introdução detalhada e um processo geral de fabricação para ele: **Detalhado Introdução**: O suporte de ladrilho em forma de tigela desempenha principalmente a função de apoiar e fixar o ladrilho em forma de tigela. O ladrilho em forma de tigela carrega a parte do corpo do britador de cone. Durante a operação do britador de cone, a parte do corpo gira. e balanços no ladrilho em forma de tigela O suporte do ladrilho em forma de tigela é instalado na base da máquina e sua qualidade e desempenho são cruciais para o funcionamento estável do britador. Ele precisa ter resistência e rigidez suficientes para suportar a enorme pressão. e vibração gerada durante a operação do britador. Ao mesmo tempo, para garantir o funcionamento normal da telha em forma de tigela, a precisão de encaixe entre o suporte e a telha em forma de tigela é relativamente alta. *: 1. Projeto e seleção de material: De acordo com as especificações e requisitos de trabalho do britador de cone, projete o suporte de ladrilho em forma de tigela. Ao selecionar materiais, geralmente considere materiais de alta resistência e resistentes ao desgaste para garantir sua vida útil. 2. Fundição ou processamento de peças brutas: De acordo com o material selecionado, utilize métodos de fundição ou processamento mecânico para fabricar peças brutas. A fundição pode obter uma forma relativamente complexa, mas pode exigir processamento subsequente para atender aos requisitos de precisão; o processamento mecânico pode obter diretamente peças em bruto com maior precisão. 3. Processamento preciso: Execute vários processamentos mecânicos na peça bruta, como torneamento, fresamento, retificação, etc., para atingir o tamanho, formato e precisão da superfície projetados. Isso inclui o processamento de superfícies de instalação, furos de conexão, etc. 4. Tratamento de superfície: Realize o tratamento de superfície apropriado para melhorar a resistência ao desgaste, à corrosão e outras propriedades. Por exemplo, realize tratamento térmico, como têmpera e cementação, ou realize tratamento de revestimento de superfície. 5. Inspeção de qualidade: Realize uma inspeção de qualidade rigorosa no suporte de ladrilho em forma de tigela fabricado, incluindo inspeção de precisão dimensional, detecção de falhas, etc., para garantir que não tenha defeitos e atenda aos requisitos de projeto. 6. Verificação da montagem: Verifique no ambiente de montagem real para garantir que o suporte do ladrilho em forma de tigela possa se encaixar com precisão com outros componentes (como ladrilhos em forma de tigela, base do britador, etc.) para garantir o funcionamento normal do britador. No processo de fabricação real, as etapas e parâmetros específicos do processo podem variar dependendo do fabricante, das condições do equipamento e dos requisitos do produto. Para garantir a qualidade e o desempenho do suporte para ladrilhos em forma de tigela, a qualidade do processo de cada elo precisa ser rigorosamente controlada durante o processo de fabricação.Ao mesmo tempo, deve-se prestar atenção também ao vão de encaixe entre o suporte e o ladrilho em forma de tigela. Esta é uma dificuldade técnica importante. Uma folga muito grande ou muito pequena pode causar operação anormal do ladrilho em forma de tigela e até mesmo levar à falha do equipamento. Aqui estão algumas informações complementares sobre a bucha do rolamento em forma de tigela. A bucha do rolamento é uma peça importante instalada no suporte da telha em forma de tigela: A bucha do rolamento em forma de tigela (também chamada de telha de revestimento, telha em forma de tigela) é um encaixe de cobre muito crítico em uma peça chave no britador de cone. Suas funções incluem: reduzir a força de atrito deslizante do equipamento durante a operação e reduzir a perda de potência; aumentando significativamente a vida útil das peças resistentes ao desgaste do britador de cone, reduzindo os custos de manutenção e reparo e buscando maior utilização do equipamento; protegendo eficazmente contra desgaste as peças de aço em contato com ele. Quando a peça de cobre está desgastada, é fácil substituí-la. A peça de instalação está localizada na periferia do eixo principal do britador cônico, entre a parede inferior da parede de britagem e a parede superior do suporte de telha em forma de tigela, e está sob pressão muito alta. Seus requisitos de material e tamanho são relativamente altos. Em particular, a folga de encaixe entre ele e o suporte de ladrilho em forma de tigela e a parede de esmagamento é a dificuldade técnica mais importante. Devido a erros de fabricação e instalação, é fácil causar rachaduras ou até mesmo esmagamento da bucha do mancal em forma de tigela durante a operação, resultando em graves acidentes com o equipamento. Portanto, escolher uma bucha de rolamento em forma de tigela com material e tamanho de processamento garantidos é a chave para que o equipamento possa operar normalmente. A bucha do rolamento em forma de tigela desgasta-se com frequência e precisa ser substituída com frequência. O método específico de fabricação de uma bucha de rolamento em forma de tigela para um britador é o seguinte (referindo-se ao conteúdo da patente): Esta bucha de rolamento em forma de tigela inclui um corpo em forma de tigela. A superfície superior da parte intermediária do corpo é fornecida com um orifício de eixo, e a superfície inferior da parte intermediária é fornecida com uma luva de extensão do eixo que se estende verticalmente para baixo ao longo da parede lateral do orifício do eixo, o que é conveniente para instalação subsequente ; a parede lateral interna da parte intermediária é dotada de uma ranhura anular, que pode armazenar óleo e evitar que o excesso de óleo transborde da parte superior do corpo. A superfície inferior da ranhura anular é fornecida com uma pluralidade de orifícios de retorno de óleo, e uma tela de filtro é fornecida no orifício de retorno de óleo para desempenhar o papel de filtrar impurezas e garantir a pureza do óleo lubrificante e evitar o retorno do óleo através do buraco seja bloqueado. A tela do filtro é composta por uma chapa ondulada integrada. As folhas onduladas adjacentes estão em contato umas com as outras para formar vários orifícios de filtro, e a folha ondulada é fornecida com uma borda vincada,que divide a chapa ondulada em diversas seções onduladas de igual comprimento; as seções onduladas começam em um lado da folha ondulada ao longo da borda do vinco e são dobradas em sequência na ordem de 180° no sentido horário e 180° no sentido anti-horário, e então são prensadas e moldadas por uma máquina para formar uma tela de filtro, e a superfície da tela do filtro tem formato de favo de mel. Esta tela de filtro preparada por dobra pode moldar bem a tela do filtro, evitar efetivamente o defeito da tela do filtro ser macia devido ao desalinhamento das folhas onduladas e também desempenhar um bom efeito de filtragem. Além disso, uma camada resistente ao desgaste é fornecida fora do corpo, reduzindo assim o desgaste e melhorando a vida útil. A parede lateral interna do corpo acima da ranhura anular é dotada de uma parte de suporte elevada anular saliente para cima, e a parede lateral interna do corpo acima dela é dotada de uma ranhura anular superior. Durante a operação, a bucha do rolamento em forma de tigela é instalada na estrutura de suporte em forma de tigela e a parte inferior do corpo do cone de britagem é pressionada contra a parede lateral interna da bucha do rolamento em forma de tigela para rotação. A parte de suporte elevada anular está diretamente em contato e esfrega contra a superfície da parede inferior do corpo do cone de britagem. Sua espessura é relativamente espessa, de modo que a força de suporte é grande e não quebra. A ranhura anular superior também pode armazenar óleo para evitar que o excesso de óleo transborde da parte superior do corpo. O orifício de retorno do óleo passa pela parede lateral externa do corpo e seu diâmetro é igual à largura da ranhura anular, de modo que o óleo na ranhura anular pode ser refluxado para reutilização conveniente. A parede lateral da luva do eixo de extensão é fornecida com uma pluralidade de orifícios para pinos de posicionamento, e a parede lateral interna do pescoço do corpo é fornecida com uma pluralidade de orifícios de posicionamento, que são convenientes para instalação e posicionamento subsequentes. A camada resistente ao desgaste é uma camada composta de liga de alta resistência. Uma camada de superfície é fornecida entre a camada resistente ao desgaste e o corpo. A camada de revestimento é feita de fio de soldagem resistente ao desgaste por revestimento. Os componentes e suas porcentagens em peso contidos na camada resistente ao desgaste são: 25,00%-55,00% de cromo, 3,00%-8,00% de carbono, 0,50%-4,00% de manganês, 0,10%-3,00% de silício, 0,25%-3,00% de níquel, 0,25% -3,00% de molibdênio, 0,10% -1,50% de vanádio e o saldo é ferro e impurezas inevitáveis. Os componentes e suas porcentagens em peso contidos na camada de superfície são: 15,00% -35,00% de cromo, 3,00% -6,00% de carbono, 0,50% -3,00% de manganês, 0,20% -2,00% de titânio, 0,50% -1,50% de boro, 0,50% -1,50% de vanádio, 0,15% -0,55% de níquel, 0,10% -0,50% de nióbio, e o saldo é ferro e impurezas inevitáveis. A fusão da camada superficial entre o corpo e a camada resistente ao desgaste, por um lado, aumenta a resistência ao desgaste; por outro lado, entre o corpo,a camada de superfície e a camada resistente ao desgaste formam um"pão sanduíche"estrutura. A camada de superfície desempenha o papel de uma ponte para a ligação por fusão a quente do corpo e da camada resistente ao desgaste. Os três são fundidos e combinados em um através de tratamento térmico. Ao aumentar a espessura da camada composta, a parte externa do corpo é coberta com uma camada protetora resistente ao desgaste de dupla camada, melhorando a resistência estrutural.