Introdução detalhada às telas de arame de peneiras vibratórias
1. Visão geral e função das telas vibratórias de tela metálica
A tela metálica das peneiras vibratórias é um componente essencial dos equipamentos de peneiramento vibratório, sendo utilizada principalmente para classificar, desidratar ou deslamar materiais a granel (por exemplo, minério, agregados, carvão e pós industriais) nas indústrias de mineração, construção, metalurgia e química. Sua principal função é separar os materiais em diferentes frações granulométricas, utilizando a vibração da peneira: partículas menores que as aberturas da malha passam, enquanto partículas maiores são retidas e descartadas.
O desempenho da tela metálica afeta diretamente a eficiência da peneiração (tipicamente 85–95%) e a qualidade do produto. Ela deve suportar vibrações de alta frequência (800–3000 rpm), impactos de materiais e abrasão, exigindo propriedades como alta resistência à tração, resistência ao desgaste e estabilidade dimensional.
2. Composição e Estrutura das Telas Vibratórias
As telas de arame das peneiras vibratórias consistem em vários componentes principais, com estruturas que variam de acordo com a aplicação (por exemplo, peneiramento grosso, peneiramento fino):
2.1 Componentes Principais
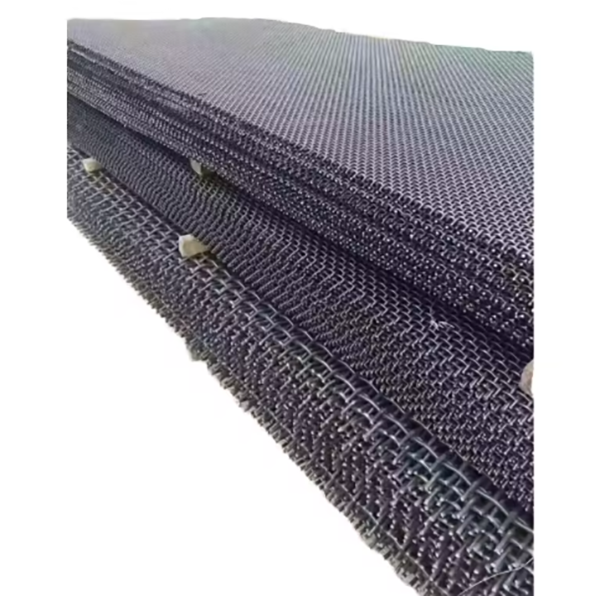
Fios de arame: Os blocos de construção básicos, divididos em fios de urdume (longitudinais, paralelos ao fluxo de material) e fios de trama (transversais, perpendiculares ao fluxo de material). São feitos de aço de alto carbono (Q235, 65Mn), aço inoxidável (304, 316) ou ligas especiais (por exemplo, aço com alto teor de cromo para resistência ao desgaste). Os diâmetros dos fios variam de 0,2 mm (blindagem fina) a 12 mm (blindagem grossa).
Abertura de malha: O espaço entre fios adjacentes, determinando o tamanho da separação. As aberturas são quadradas, retangulares ou hexagonais, com tamanhos de 0,1 mm (microtriagem) a 100 mm (triagem grosseira). Aberturas quadradas são mais comuns para classificação uniforme.
2.2 Tipos Estruturais
3. Processos de fabricação de telas vibratórias
3.1 Fabricação de telas de arame trançado
Trefilação de fios: As barras de aço bruto são trefiladas através de matrizes para reduzir o diâmetro e aumentar a resistência à tração. Para aço de alto carbono, a trefilação é seguida de recozimento (700–800 °C) para reduzir a fragilidade. A tolerância do diâmetro do fio é controlada dentro de ±0,02 mm.
3.2 Fabricação de Telas de Arame Soldadas
Alinhamento de grade: Os fios de urdume e trama são dispostos em um padrão de grade usando gabaritos de posicionamento, garantindo tolerância ao tamanho da abertura (±0,1 mm para malha fina, ±0,5 mm para malha grossa).
Soldagem por resistência: Cada intersecção é soldada com eletrodos, com parâmetros: tensão de 2 a 5 V, corrente de 10 a 50 kA e tempo de soldagem de 0,01 a 0,1 segundos. Isso forma juntas fortes e rígidas, resistentes à vibração.
3.3 Fabricação de malha de chapa perfurada
Socos: Os furos são perfurados em puncionadeiras CNC, com matrizes que correspondem ao formato/tamanho de abertura desejado. A força de puncionamento varia de 100 a 500 kN, dependendo da espessura da chapa e do tamanho do furo.
4. Processos de Processamento e Acabamento
Galvanização: Para malha de aço carbono, a galvanização a quente (450–460 °C) forma uma camada de liga de zinco-ferro, aumentando a resistência à corrosão (vida útil de 5 a 10 anos em ambientes externos).
Polimento: A malha de aço inoxidável é polida para uma rugosidade de superfície de Ra0,8–1,6 μm, reduzindo a adesão do material.
5. Processos de Controle de Qualidade
Medição do tamanho da abertura usando paquímetros ou comparadores ópticos, garantindo a conformidade com as especificações (por exemplo, abertura de 10 mm com tolerância de ±0,2 mm).
6. Processo de instalação
Posicionamento de malha: A tela de arame é colocada plana sobre a estrutura, garantindo o alinhamento com as extremidades de alimentação/descarga. Para telas grandes, vários painéis de tela são unidos com bordas sobrepostas (50–100 mm) e fixados com grampos.
As telas de arame para peneiras vibratórias, por meio de fabricação precisa, controle de qualidade rigoroso e instalação adequada, garantem uma classificação de material eficiente e confiável, tornando-as indispensáveis em linhas de processamento de materiais a granel.