Este artigo detalha o pinhão do moinho de bolas, um componente central de transmissão que se engata à engrenagem principal para acionar o cilindro, exigindo alta resistência, precisão, tenacidade e resistência ao desgaste, tendo o 20CrMnTi como material comum. Descreve o processo de fabricação para pinhões de 20CrMnTi, incluindo forjamento em bruto, desbaste/semiacabamento (torneamento, fresamento), tratamento térmico de cementação, usinagem de precisão (retificação dos dentes, retificação de referência) e montagem. Além disso, especifica procedimentos abrangentes de inspeção abrangendo matérias-primas (composição, qualidade do forjamento), tratamento térmico (dureza, camada cementada), precisão dos dentes (desvio do passo, excentricidade) e testes finais (qualidade da superfície, desempenho do engrenamento, balanceamento dinâmico). Isso garante que o pinhão atenda aos requisitos de eficiência de transmissão (≥95%) e vida útil (2 a 3 anos), garantindo a operação estável do moinho de bolas.
Introdução detalhada, processo de fabricação e processo de inspeção de pinhões de moinho de bolas
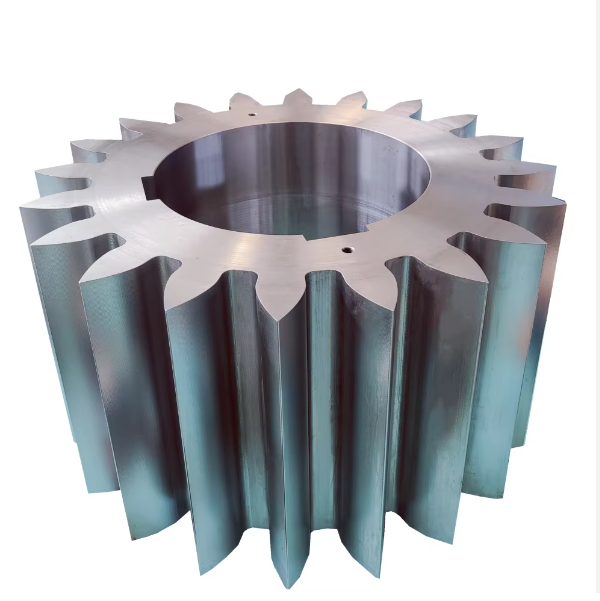
I. Funções e características estruturais dos pinhões do moinho de bolas
O pinhão do moinho de esferas é um componente central do sistema de transmissão. Ele se engrena com a engrenagem principal (fixada no cilindro) para transmitir potência do motor para o cilindro através do redutor, acionando o cilindro para girar (tipicamente a 15-30 rpm). Como uma engrenagem de alta velocidade (girando mais rápido que a engrenagem principal), ela suporta diretamente os impactos e o torque do engrenamento, exigindo, portanto, as seguintes propriedades:
Alta resistência: Capaz de suportar torques que variam de dezenas de milhares a centenas de milhares de N·m, com alta dureza da superfície do dente (≥55HRC) para resistir ao desgaste;
Alta precisão: Erro mínimo no perfil do dente (≤ Grau 6 conforme GB/T 10095) para garantir engate suave com a engrenagem principal, reduzindo vibração e ruído;
Boa tenacidade: O núcleo do dente deve ter tenacidade moderada (dureza 25-35HRC) para evitar fratura induzida por impacto;
Resistência ao desgaste:A superfície do dente requer tratamento de endurecimento (por exemplo, cementação, têmpera) para prolongar a vida útil (normalmente ≥10.000 horas).
Estruturalmente, é principalmente um engrenagem cilíndrica reta ou helicoidalDentes retos são comuns em moinhos de bolas pequenos e médios (mais simples de usinar), enquanto dentes helicoidais são preferidos em moinhos grandes (engrenagem mais suave e maior capacidade de carga). O módulo geralmente varia de 8 a 30 mm, com 15 a 30 dentes.
II. Processo de Fabricação de Pinhões de Moinho de Bolas (Tomando Engrenagens Carburizadas de 20CrMnTi como Exemplo)
20CrMnTi é um material comum para pinhões devido ao seu excelente desempenho de cementação (profundidade da caixa de 1,5 a 3 mm). Seu processo de fabricação é o seguinte:
1. Forjamento em branco
Matéria-prima: Aço redondo φ100-300mm 20CrMnTi é selecionado, com análise espectral verificando sua composição (C 0,17-0,23%, Cr 1,0-1,3%, Mn 0,8-1,1%);
Forjamento: Aquecer a 1100-1150°C e, em seguida, forjar em moldes de engrenagens (com uma margem de usinagem de 5-8 mm). Após o forjamento, normalizar (920°C × 2h, resfriado a ar) para refinar os grãos e reduzir a dureza para 180-220HBW.
2. Usinagem de desbaste e semiacabamento
Torneamento bruto: Os tornos CNC usinam o círculo externo, as faces finais e o furo interno (furo do eixo ou furo do cubo), deixando uma margem de 3-5 mm;
Fresagem de engrenagens: Cortar grosseiramente perfis de dentes (módulo 8-30 mm) usando uma fresadora de engrenagens, com uma margem de 0,5-1 mm para cementação e retificação;
Perfuração e fresamento: Usine rasgos de chavetas e furos de parafusos (para engrenagens divididas) com uma tolerância posicional de ±0,1 mm.
3. Cementação e Tratamento Térmico
Cementação: Carburizar em um forno de cementação tipo poço a 920-940℃ por 8-16 horas (ajustado pela profundidade da camada), com um teor de carbono superficial de 0,8-1,2%;
Têmpera + revenimento de baixa temperatura: Após a cementação, resfrie até 850°C e tempere em óleo (dureza da superfície do dente 58-62HRC), depois revena a 180-200°C por 2 horas para aliviar o estresse e estabilizar as dimensões.
4. Usinagem de acabamento
Ranger a superfície do dente: Perfis de dentes de retificação de precisão usando uma máquina de retificação de roda sem-fim, garantindo erro de passo cumulativo ≤0,05 mm/100 mm, rugosidade da superfície do dente Ra≤0,8 μm;
Moagem de tâmaras: Retifique o furo interno (tolerância IT6) e o munhão (ajuste de interferência com rolamentos, interferência de 0,01-0,03 mm), com perpendicularidade da face final ≤ 0,01 mm/100 mm;
Afiação: Afiar engrenagens de alta precisão (Ra≤0,4μm) para reduzir o ruído de engrenamento (≤85dB).
5. Tratamento de Superfície e Montagem
As superfícies não dentadas são jateadas para remoção de ferrugem e, em seguida, revestidas com tinta antiferrugem (espessura ≥60μm);
Ajuste por contração com o eixo ou cubo (ajuste de interferência) e verifique a excentricidade radial após o resfriamento (≤0,03 mm).
III. Processo de Inspeção de Pinhões de Moinhos de Bolas
A inspeção está em conformidade com GB/T 10095 Precisão de Engrenagens Cilíndricas Involutas e JB/T 6396 Engrenagens grandes e forjados de anéis de engrenagem, com as seguintes etapas principais:
1. Inspeção de Matéria-Prima e Forjamento
A análise espectral verifica a composição do 20CrMnTi (teor qualificado de Cr e Mn);
Os forjados passam por inspeção UT (qualificação de Grau I), sem rachaduras internas ou encolhimento; testes de tração confirmam resistência à tração ≥1080MPa.
2. Inspeção de Tratamento Térmico
Dureza da superfície do dente: medida com um testador de dureza Rockwell (58-62HRC); dureza do núcleo (3 mm abaixo da superfície) 25-35HRC;
Inspeção da camada cementada: A análise metalográfica mede a profundidade efetiva da camada (1,5-3 mm), com teor de martensita na camada endurecida ≤3.
3. Inspeção de precisão do perfil do dente
Testes do centro de medição de engrenagens: desvio de passo ≤±0,015 mm, erro de direção do dente ≤0,01 mm/100 mm, desvio total do perfil ≤0,02 mm;
Desvio radial: medido com um testador de desvio de engrenagem (≤0,03 mm para o anel de engrenagem).
4. Inspeção final dos produtos acabados
Qualidade da superfície: inspeção PT das superfícies dos dentes (sem rachaduras ou corrosão); filete da raiz do dente R≥1,5 mm (para evitar concentração de tensões);
Teste de engrenamento: Engrenar com uma amostra de engrenagem principal e deixar em marcha lenta por 1 hora, sem ruídos anormais e pontos de contato (≥60% ao longo da altura do dente, ≥70% ao longo do comprimento do dente);
Equilíbrio dinâmico: Para velocidades de rotação ≥300r/min, desequilíbrio ≤20g·mm/kg.
Ao controlar rigorosamente a precisão do perfil do dente, a qualidade da cementação e as tolerâncias de montagem, os pinhões podem garantir uma eficiência de transmissão do moinho de bolas de ≥95% e uma vida útil de 2 a 3 anos (dependendo das condições de trabalho)