Este artigo fornece uma visão geral detalhada dos revestimentos de moinhos de bolas, componentes críticos resistentes ao desgaste montados na parede interna do cilindro e nas tampas das extremidades. Esses revestimentos protegem o cilindro e as tampas das extremidades contra impactos do meio de moagem e abrasão do material, aumentam a eficiência da moagem por meio de designs de superfície específicos e reduzem a aderência do material. Eles exigem alta resistência ao desgaste, tenacidade adequada e bom desempenho de encaixe, com materiais comuns, incluindo aço ZGMn13 com alto teor de manganês (excelente tenacidade após têmpera em água), ferro fundido com alto teor de cromo (resistência superior ao desgaste) e compósitos bimetálicos (equilibrando tenacidade e resistência ao desgaste).
Introdução detalhada, processo de fabricação e processo de inspeção de revestimentos de moinhos de bolas
I. Funções e características estruturais dos revestimentos de moinhos de bolas
Os revestimentos de moinhos de bolas são componentes resistentes ao desgaste instalados na parede interna do cilindro e na parte interna das tampas. Eles entram em contato direto com os meios de moagem (esferas de aço, segmentos de aço) e materiais, servindo como uma barreira protetora para a operação eficiente do moinho. Suas principais funções incluem: protegendo o cilindro e as tampas das extremidades contra impactos e desgaste causados por meios de moagem, aumentando a eficiência de moagem por meio de formatos de superfície especiais (por exemplo, aumentando a probabilidade de contato entre mídia e materiais) e reduzindo a adesão e o acúmulo de material dentro do cilindro. O desempenho e a vida útil dos revestimentos afetam diretamente o custo de manutenção e a eficiência de produção dos moinhos de bolas.
Requisitos básicos de desempenho:
Alta resistência ao desgaste: Suporta impactos de alta frequência de esferas de aço (força de impacto de até milhares de N) e abrasão contínua de materiais, exigindo uma vida útil de ≥8.000 horas;
Resistência adequada: Evitar fratura frágil devido ao impacto da esfera de aço (resistência ao impacto ≥20J/cm²);
Bom ajuste: Ajuste a folga com a parede interna do cilindro ≤1mm para evitar desgaste secundário causado por folga durante a operação;
Facilidade de substituição: Peso moderado (≤50 kg por peça, até 100 kg para moinhos grandes) para desmontagem e substituição regulares.
Características estruturais e materiais:
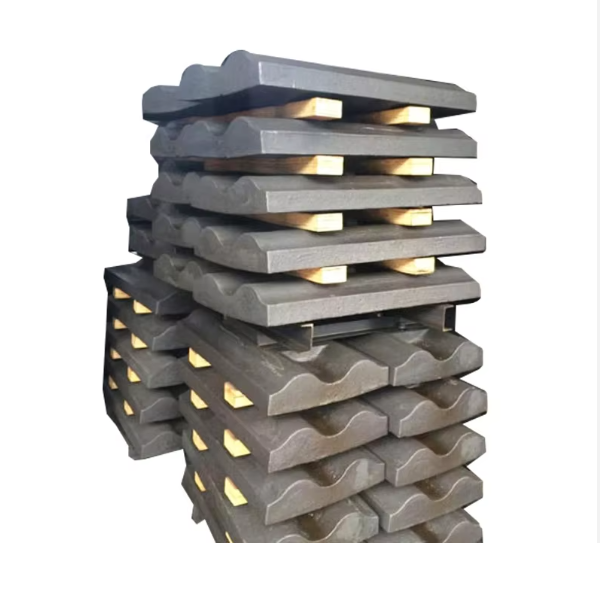
Tipos estruturais: Classificado pela forma como revestimentos planos (para seções de retificação grosseira, com superfícies planas), revestimentos corrugados (aumentar a altura de elevação da mídia, adequado para seções de moagem fina) e revestimentos escalonados (reduz o deslizamento do meio, comumente usado em moinhos do tipo grade). Classificado pela posição de instalação como camisas de cilindro e revestimentos de tampa final (os revestimentos da tampa final são, na maioria das vezes, em formato de leque para corresponder à curvatura da tampa final).
Materiais convencionais:
Aço com alto teor de manganês (ZGMn13): Mais comumente utilizado. Após a têmpera em água, apresenta excelente tenacidade (tenacidade ao impacto ≥150J/cm²) e sua superfície endurece sob impacto (dureza de até 300-400HBW), sendo adequado para condições de trabalho com rochas duras e grandes esferas de aço;
Ferro fundido com alto teor de cromo (KmTBCr20Mo): 2 a 3 vezes mais resistente ao desgaste do que o aço com alto teor de manganês (dureza ≥58HRC), mas com menor tenacidade (tenacidade ao impacto 10-20J/cm²), adequado para condições de moagem fina de baixo impacto (por exemplo, moinhos de cimento);
Revestimentos compostos bimetálicos: Base de aço carbono (garantindo tenacidade) com superfície de trabalho em ferro fundido com alto teor de cromo (aumentando a resistência ao desgaste), combinando as vantagens de ambos os materiais, adequada para condições de trabalho complexas.
II. Processo de fabricação de revestimentos para moinhos de bolas (tomando como exemplo revestimentos de aço com alto teor de manganês ZGMn13)
1. Seleção e Fusão de Matéria-Prima
Controle de composição química: Proporção estrita de acordo com os padrões ZGMn13 (C 1,0-1,4%, Mn 11-14%, Si ≤0,8%, P ≤0,07%, S ≤0,05%), com relação Mn/C ≥10 (para garantir o efeito de endurecimento da água);
Processo de fusão:
Derreta em um forno de indução de frequência intermediária, aqueça a 1500-1550℃ e mantenha por 30 minutos para homogeneizar a composição;
Desoxidação: Adicionar ferrossilício (0,5%) e lingotes de alumínio (0,1%) para remover o oxigênio e evitar defeitos no furo de gás;
Controle a temperatura de vazamento em 1450-1480°C para evitar o engrossamento dos grãos.
2. Fundição e Conformação (Processo Chave)
Projeto de molde: Utilizar moldes de areia de resina (superfície revestida com tinta em pó de zircônia, espessura ≥1 mm), com tamanho de cavidade do molde 3-5% maior que o produto acabado (reservando contração) e elevadores razoáveis (taxa de alimentação ≥15%);
Processo de vazamento:
Temperatura de vazamento 1380-1420℃, usando vazamento pelo fundo (para evitar arrastamento de escória), com tempo de vazamento controlado em 30-60 segundos por peça;
Para revestimentos grandes (peso único ≥50 kg), use um sistema de vazamento escalonado para garantir o enchimento estável do metal fundido;
Desmonte e limpeza: Agite após a fundição esfriar abaixo de 200℃, remova os risers (usando corte a gás, deixando 10 mm do corpo para retificação subsequente).
3. Tratamento de Têmpera por Água (Processo Central para Aço com Alto Teor de Manganês)
Aquecimento: Aqueça lentamente a peça fundida a 1050-1100℃ (taxa de aquecimento ≤100℃/h), mantenha por 2-4 horas (dependendo da espessura, 1 hora a cada 25 mm), garantindo a dissolução completa dos carbonetos em austenita;
Têmpera em água: mergulhe rapidamente a peça fundida em água (temperatura da água ≤30℃) com uma taxa de resfriamento ≥50℃/s até que a temperatura do núcleo caia abaixo de 200℃, inibindo a precipitação de carboneto;
Inspeção: Dureza após têmpera em água ≤230HBW, estrutura metalográfica é austenita simples (sem carbonetos de rede).
4. Usinagem
Usinagem de desbaste: Fresar a parte de trás do revestimento (superfície de encaixe com o cilindro) até obter uma planura ≤1 mm/m, deixando uma margem de acabamento de 1 mm;
Usinagem de acabamento:
Retificar a superfície de encaixe até obter rugosidade Ra ≤6,3μm, garantindo ≥80% de área de contato com o cilindro;
Perfuração: Furos para parafusos de fixação à máquina (abertura φ20-φ30mm) com desvio de posição ±0,5mm e perpendicularidade do furo ≤0,1mm/100mm;
Chanfradura: arredondar todas as arestas para R≥3mm para evitar concentração de tensões.
5. Tratamento de superfície e marcação
Limpeza: Jatear a superfície de trabalho (rugosidade Ra12,5μm) para remover incrustações de óxido;
Marcação: Carimbar superfícies não úteis com material (ZGMn13), número do lote, peso e data de produção;
Prevenção de ferrugem: Cubra as superfícies que não estiverem funcionando com tinta antiferrugem (espessura ≥40μm) e tampe os furos dos parafusos com tampões de borracha.
III. Processo de inspeção de revestimentos de moinhos de bolas
1. Inspeção de Matéria-Prima e Fusão
Análise química pré-forno: Análise espectral para detectar teores de C e Mn (garantindo relação Mn/C ≥10), com teores de P e S ≤limites superiores padrão;
Registros de fusão: verifique a temperatura de fusão e a adição de desoxidante para garantir a conformidade com os requisitos do processo.
2. Inspeção de qualidade da fundição
Inspeção visual: sem rachaduras, furos de contração ou falhas, com profundidade de fechamento a frio ≤1 mm;
Inspeção dimensional: Meça o desvio de comprimento e largura (±2mm) e o desvio de espessura (±1mm) com uma fita métrica e um gabarito;
Testes não destrutivos: testes 100% ultrassônicos (UT) para revestimentos grandes (qualificados conforme JB/T 7260 Grau II), sem defeitos equivalentes a ≥φ3mm.
3. Inspeção de qualidade de endurecimento por água
Teste de dureza: Medir a superfície de trabalho com um testador de dureza Brinell (HBW 180-230), com desvio de medição multiponto ≤20HBW na mesma peça de trabalho;
Análise metalográfica: Inspeção de amostra de microestrutura (matriz austenítica, sem precipitação de carboneto) com tamanho de grão ≥5;
Teste de impacto: Realizar teste de impacto em temperatura ambiente em amostras (αk ≥150J/cm²), com fratura apresentando fratura dúctil (fibrosa).
4. Inspeção final dos produtos acabados
Teste de ajuste: Coloque o revestimento em uma placa plana padrão, verifique a folga máxima com um calibrador de folga ≤0,5 mm;
Inspeção de furos de parafusos: use medidores para verificar a tolerância de abertura (H12) e a posição para garantir que os parafusos possam ser inseridos livremente;
Instalação de teste: Selecione aleatoriamente 3 revestimentos para instalação de teste com o cilindro, verificando se estão firmes e sem folgas.
Com um controle rigoroso da qualidade da têmpera em água e dos defeitos de fundição, os revestimentos ZGMn13 podem atingir uma vida útil de 8.000 a 12.000 horas em condições de impacto médio, enquanto os revestimentos de ferro fundido com alto teor de cromo podem atingir mais de 15.000 horas em ambientes de retificação fina de baixo impacto. A seleção deve ser baseada na dureza do material e no tamanho do meio de retificação.