Este artigo aborda a estrutura superior do britador cônico, um componente estrutural fundamental localizado na parte superior do britador, que suporta conjuntos essenciais como o cone fixo, o anel de ajuste e a tremonha de alimentação. Suas principais funções incluem suporte estrutural (suportar cargas de até centenas de toneladas e transferi-las), formar a câmara de britagem (cooperar com o cone móvel), garantir o alinhamento dos componentes e proteger as peças internas.
A estrutura superior, uma grande peça fundida cilíndrica ou cônica oca, consiste em componentes como o corpo da estrutura (feito de aço fundido de alta resistência ZG310–570 ou ferro dúctil QT600–3), superfície de montagem do cone fixo, guia do anel de ajuste, conexões de flange (flanges superior e inferior), nervuras de reforço, portas de lubrificação e inspeção e camisa de resfriamento opcional, cada uma com características estruturais específicas.
O processo de fundição da estrutura superior envolve a seleção do material, a modelagem (com tolerâncias de contração e ângulos de inclinação), a moldagem (usando moldes de areia verde ou areia aglomerada com resina), a fusão e o vazamento (com temperaturas e vazões controladas), o resfriamento e a desmoldagem, e o tratamento térmico (normalização e revenimento para aço fundido, recozimento para ferro dúctil). Seu processo de usinagem e fabricação inclui usinagem de desbaste, tratamento térmico intermediário, usinagem de acabamento (de flanges, cone interno e guia do anel de ajuste) e tratamento de superfície.
Os processos de controle de qualidade abrangem a inspeção da qualidade da fundição (testes ultrassônicos e de partículas magnéticas), verificações de precisão dimensional (usando CMM e rastreador a laser), testes de materiais (composição química e testes de dureza), testes de carga e verificação do encaixe da montagem. Esses processos garantem que a estrutura superior tenha integridade estrutural e precisão dimensional suficientes para garantir a operação estável do britador cônico em aplicações de alta resistência.
Introdução detalhada ao componente da estrutura superior do britador cônico
1. Função e papel da estrutura superior
A estrutura superior do britador cônico (também conhecida como estrutura superior ou casco superior) é um componente estrutural fundamental localizado na parte superior do britador, servindo como suporte principal para conjuntos essenciais, como o cone fixo, o anel de ajuste e a tremonha de alimentação. Suas principais funções incluem:
Suporte Estrutural: Suportar o peso do revestimento cônico fixo, do anel de ajuste e da carga de material de entrada (até centenas de toneladas), transferindo essas cargas para a estrutura inferior ou fundação.
Formação de Câmara de Esmagamento: Trabalhando em conjunto com o cone móvel para formar a seção superior da câmara de britagem, definindo o espaço de entrada inicial do material e guiando o minério para a zona de britagem.
Alinhamento de componentes: Manter o posicionamento preciso do cone fixo e do anel de ajuste em relação ao cone móvel, garantindo controle estável da folga de britagem e saída uniforme do tamanho das partículas.
Proteção: Envolver componentes internos (por exemplo, conjunto excêntrico, engrenagens) para protegê-los de impactos externos, poeira e danos ambientais.
Dada sua função de suportar cargas pesadas e estabilidade estrutural, a estrutura superior deve apresentar alta rigidez, resistência a impactos e precisão dimensional.
2. Composição e Estrutura da Estrutura Superior
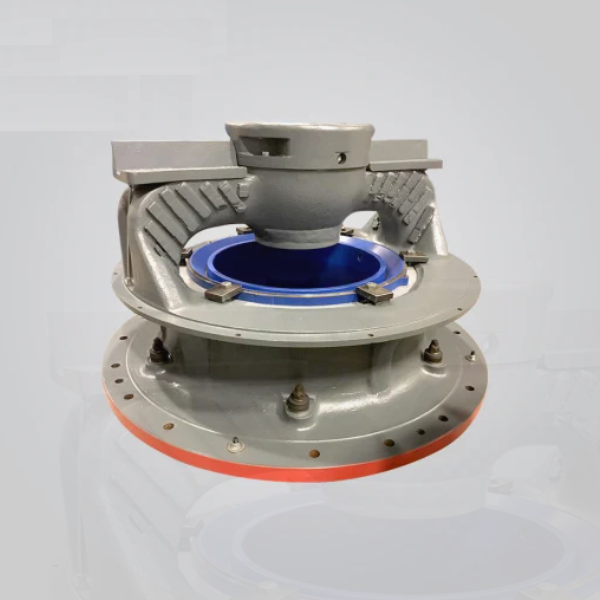
A estrutura superior é uma peça fundida grande, oca, cilíndrica ou cônica, com características internas e externas complexas, consistindo nos seguintes componentes principais:
Corpo do quadro: A seção estrutural principal, tipicamente com formato cilíndrico cônico ou escalonado, feita de aço fundido de alta resistência (p. ex., ZG310–570) ou ferro dúctil (QT600–3) para britadores de grande porte. Sua espessura de parede varia de 50 a 150 mm, com seções mais espessas nas áreas de suporte de carga.
Superfície de montagem de cone fixo: Uma superfície cônica interna usinada com precisão (ângulo de conicidade de 15° a 30°) que se encaixa no revestimento cônico fixo, apresentando furos para parafusos ou ranhuras em cauda de andorinha para fixação segura.
Guia do anel de ajuste: Uma superfície externa cilíndrica ou roscada que se conecta ao anel de ajuste, permitindo o ajuste rotacional do cone fixo para modificar a folga de britagem. Guias roscadas utilizam roscas trapezoidais (métricas ou em polegadas) para um movimento suave e resistente à carga.
Conexões de flange:
Flange superior: Um flange periférico na extremidade superior para fixar o funil de alimentação, com furos para parafusos uniformemente espaçados (M20–M36) e uma superfície de vedação usinada para evitar vazamento de material.
Flange inferior: Flange inferior que se conecta à estrutura ou base inferior, com parafusos de alta resistência (grau 8.8 ou 10.9) e pinos de fixação para alinhamento, garantindo concentricidade com o eixo principal.
Costelas de reforço: Nervuras radiais internas e externas (10–30 mm de espessura) distribuídas ao longo do corpo do quadro para aumentar a rigidez, reduzindo a deflexão sob carga (normalmente limitada a ≤0,5 mm sob carga total).
Portas de Lubrificação e Inspeção: Furos perfurados ou canais fundidos para fornecimento de lubrificante às roscas do anel de ajuste e portas de acesso para inspeção visual dos componentes internos.
Jaqueta de resfriamento (opcional): Uma cavidade resfriada a água em grandes britadores para dissipar o calor da câmara de britagem, com portas de entrada/saída conectadas ao sistema de resfriamento.
3. Processo de fundição para a estrutura superior
A estrutura superior é quase exclusivamente fabricada por fundição em areia devido ao seu grande tamanho e geometria complexa, com as seguintes etapas:
Seleção de materiais:
Aço fundido de alta resistência (ZG310–570) é o preferido por sua excelente resistência à tração (≥ 570 MPa) e tenacidade ao impacto (alongamento ≥ 15%), adequado para aplicações de carga pesada. Para estruturas de médio porte, utiliza-se ferro fundido dúctil (QT600–3), que proporciona melhor fundibilidade e menor custo.
Criação de padrões:
Um molde em escala real é criado usando espuma de poliuretano ou madeira, replicando o formato externo, a conicidade interna, as flanges e as nervuras da estrutura. Margens de contração (1,5–2,5%) são adicionadas com base no material (maiores para aço) e ângulos de inclinação (3°–5°) são incluídos para facilitar a remoção do molde.
O padrão é reforçado com suportes internos para evitar deformações durante a moldagem.
Moldagem:
Um molde de areia verde de duas partes (copa e arrasto) ou molde de areia aglomerada com resina é preparado, com grandes núcleos de areia usados para formar a cavidade interna e as nervuras. A superfície do molde é revestida com uma camada refratária (alumina-sílica) para melhorar o acabamento superficial e evitar a penetração de metal na areia.
Derretendo e Derramando:
Para aço fundido: a liga é derretida em um forno a arco elétrico a 1520–1560 °C, com composição química controlada para C 0,25–0,35%, Si 0,2–0,6% e Mn 0,8–1,2% para equilibrar resistência e tenacidade.
O vazamento é realizado utilizando uma grande concha com mecanismo de vazamento inferior, garantindo uma vazão constante (50–100 kg/s) para preencher a cavidade do molde sem turbulência, o que pode causar porosidade ou fechamento a frio. A temperatura de vazamento é de 1480–1520 °C para aço e 1380–1420 °C para ferro dúctil.
Resfriamento e Shakeout:
A peça fundida é resfriada no molde por 72 a 120 horas para minimizar o estresse térmico e, em seguida, removida por vibração. Os resíduos de areia são limpos com jateamento de granalha (grão de aço G18) para atingir uma rugosidade superficial de Ra50 a 100 μm.
Tratamento térmico:
As estruturas de aço fundido passam por normalização (850–900 °C, resfriadas a ar) para refinar a estrutura dos grãos, seguida de revenimento (600–650 °C) para reduzir a dureza para 180–230 HBW, melhorando a usinabilidade.
Estruturas de ferro dúctil são recozidas a 850–900°C (resfriadas em forno) para eliminar carbonetos e reduzir a dureza para 190–270 HBW.
4. Processo de Usinagem e Fabricação
Usinagem de desbaste:
A estrutura fundida é montada em uma grande fresadora CNC de mandrilamento ou fresadora de pórtico para usinar as faces dos flanges superior e inferior, o diâmetro externo e as superfícies de referência, deixando uma margem de acabamento de 5 a 10 mm. Isso garante planicidade (≤ 2 mm/m) para usinagem subsequente.
A superfície cônica interna (montagem de cone fixo) é torneada grosseiramente usando um torno CNC com um eixo de ferramental ativo, garantindo que o ângulo de conicidade esteja dentro de ±0,5° do projeto.
Tratamento Térmico Intermediário:
O recozimento de alívio de tensões a 600–650 °C (resfriado a ar) é realizado para remover tensões residuais da usinagem grosseira, evitando deformações durante a usinagem de acabamento.
Usinagem de Acabamento:
Flanges: Os flanges superior e inferior são usinados para obter planicidade (≤ 0,1 mm/m) e perpendicularidade ao eixo da estrutura (≤ 0,05 mm/100 mm) usando uma fresadora CNC. Os furos dos parafusos são perfurados e rosqueados com tolerância de classe 6H, com precisão posicional (± 0,2 mm) em relação ao centro da estrutura.
Cone interno: A superfície de montagem do cone fixo é torneada com acabamento para uma rugosidade de superfície de Ra3,2 μm, com tolerância de ângulo cônico (±0,1°) e tolerância de diâmetro (±0,2 mm) para garantir um encaixe adequado com o cone fixo.
Guia do anel de ajuste: As superfícies roscadas (se aplicável) são usinadas com precisão usando uma fresadora de roscas CNC, com tolerância de passo de rosca (±0,05 mm) e precisão de perfil para garantir um movimento de ajuste suave.
Tratamento de superfície:
A superfície externa é pintada com primer epóxi e acabamento de poliuretano (espessura total de 100–150 μm) para resistir à corrosão em ambientes externos ou úmidos.
As superfícies de contato usinadas (flanges, cone interno) são revestidas com óleo antiferrugem para evitar oxidação durante o armazenamento e o transporte.
5. Processos de Controle de Qualidade
Inspeção de Qualidade de Fundição:
Testes ultrassônicos (UT) são realizados em áreas críticas de suporte de carga (flanges, juntas de nervuras) para detectar defeitos internos (por exemplo, poros de contração >φ5 mm são rejeitados).
O teste de partículas magnéticas (MPT) verifica se há rachaduras superficiais em flanges e regiões roscadas, com quaisquer defeitos lineares >1 mm resultando em rejeição.
Verificações de precisão dimensional:
Uma máquina de medição por coordenadas (CMM) com um grande volume de medição verifica as dimensões principais: altura total (±1 mm), planura do flange, ângulo de conicidade e posições dos furos dos parafusos.
A concentricidade do quadro (diâmetro externo em relação à conicidade interna) é medida usando um rastreador a laser, com tolerância ≤0,1 mm/m.
Teste de materiais:
A análise da composição química (espectrometria) confirma a conformidade com os padrões de materiais (por exemplo, ZG310–570: C ≤0,37%, Mn ≤1,2%).
O teste de dureza (Brinell) garante que a estrutura atenda às especificações de dureza (180–230 HBW para aço, 190–270 HBW para ferro dúctil).
Teste de carga:
Um teste de carga estática é realizado aplicando-se 120% da carga nominal ao flange superior por 24 horas, sem deformação visível (medida por meio de indicadores de mostrador).
Verificação de ajuste de montagem:
A estrutura é montada em teste com o cone fixo, anel de ajuste e funil de alimentação para verificar o alinhamento e o encaixe adequados, com folgas entre as superfícies de contato (≤ 0,1 mm) verificadas usando calibradores de folga.
Por meio desses rigorosos processos de fabricação e controle de qualidade, a estrutura superior atinge a integridade estrutural e a precisão dimensional necessárias para suportar componentes críticos do britador, garantindo uma operação estável e eficiente em aplicações de britagem pesada.